Cleaver-Brooks Boiler Systems Built for Maximum Uptime
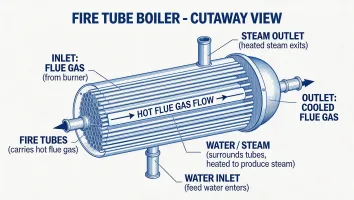
From fire tube and water tube boilers to advanced burner controls, we engineer complete steam and hot water solutions that deliver exceptional thermal efficiency, ASME-certified safety, and decades of reliable performance.